| 前言: |
|
漏板是玻璃拉丝生产中主要装置之一,形状为一个槽型容器。在拉丝过程中熔融玻璃流入漏板,由它将其调制到适合温度,然后通过底板上的漏咀流出,并在出口处被高速旋转的拉丝机拉伸为连续玻璃纤维。在以上过程中漏板自身通过电流发热调制玻璃液的温度,并维持足够均匀的温度分布以满足拉丝工艺需求。要使拉丝作业稳定,纤维直径均匀,除须有良好设计的漏板外,漏板温度的高精度恒温控制就是主要的因素,对玻纤的成品率有重要影响。针对坩埚拉丝炉的实际运行工况,陕西普声公司开发设计了坩埚拉丝炉漏板温控装置,以自动实现拉丝炉实际运行工况下漏板温度的全程高精度控制,提高玻纤成品率及产量,满足用户需求。 |
功能特点:
|
•针对坩埚拉丝炉的实际运行工况设计,采用切合实际的控制策略;
•采用电流、温度双闭环控制,实现漏板温度的高精度恒温控制;
•采用单片机加双向可控硅模块模式,结构紧凑,成本低;
•有加球计数及断电保温功能; |
主要技术参数:
|
•输入电压:两相380VAC±10%,50HZ;
•最大输出电流:100A AC;
•温控范围:1000℃~1300℃(对应S分度号);
•温控精度:0.1%;
•显示方式:5位LED显示;
•外形尺寸:(暂无); |
原理概述:
|
|
漏板温度是影响拉丝的主要因素,对玻纤的成品率有重要影响。而漏板是铂佬合金材料制成,在高温状况下性质稳定,是纯电阻性负载。因此,在冷却状态不变情况下,通过恒流控制就可实现恒温控制。但在坩埚拉丝炉实际运行工况中,经常有流丝工况发生,如断丝或绕满换卷筒等,此时,漏板出丝速度缓慢,散热下降,如果仍维持恒流控制,则漏板温度会上升,影响拉丝质量。所以,应引入炉前操作信号,在断丝时适当降低电流值,而正常拉丝时又迅速提高电流值,以维持漏板温度在拉丝、流丝情况下均保持恒定,提高拉丝质量及成品率。
具体工作原理为:漏板温度反馈信号和漏板温度给定信号比较,其差值信号控制双向可控硅模块的导通角变大或变小,继而改变输出 电压以改变输出电流,从而改变加在漏板上的功率,以保持温度恒定。
加球计数功能:为了保持电熔炉液面稳定,特设计有加球计数功能。当加料电机转动后,可测试如炉玻璃球个数,若一定时间内没有玻璃球入炉,则说明加料机卡住,此时启动防卡装置使正常加球,若加料电机转动后仍测不到玻璃球入炉,则告警人工干预。
断电保温功能:虽然拉丝炉是24小时连续工作制,但难免在工作中遇到突然断电状况。此时,漏板已断电失去加热源,而冷却水系统若继续冷却则漏板温度会快速下降,等来电时还需要重新升温,费时费电费料。因此,我们设计了断电保温电路,在断电时关断冷却水使漏板保温,来电后则打开冷却水系统正常工作,可省时省电省料。 |
使用说明:
|
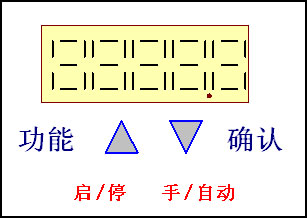
面板布局如下图所示:
|
1、在操作面板上有一组5位数码管,用来显示模块的参数和状态;
2、面板有4个键来设置和查看参数的操作;
a)功能键:循环显示每个参数;
b)增加键:所选择的参数加1;
c)减少键:所选择的参数减1;
d)确认键:要使修改的参数生效,必须按下此键;
3、蜂鸣器:蜂鸣器是用来报警和对命令的确认的;
|
a)命令确认:听到“嘟”的一声说明命令已经执行; b)错误告警:说明检测到错误发生;
4、开关操作:
a)启/停:向上为启动,向下为停止; b)手/自动:向上为自动,向下为手动;
•开关动作后,必须在20s内按下“确认”键才起作用,否则无效,以此来避免误操作。
5、参数含义: |
|
|
显示 |
单位 |
含义 |
取值范围 |
|
动态参数 |
T1123 |
℃ |
实际温度 |
|
|
Uo123 |
|
实际输出电压 |
10~90%(占空比) |
|
Tn31.5 |
℃ |
环境温度 |
|
|
I-35.6 |
A |
实际输出电流 |
|
|
Er-xx |
|
错误信息 |
见下表 |
|
静态参数 |
T1123 |
℃ |
设定温度 |
1000―1300 |
|
Uc103 |
|
手动设定电压 |
10~90%(占空比) |
|
PP-40 |
|
PID参数P |
0----99 |
|
PI-00 |
|
PID参数I |
0------99 |
|
Pd-00 |
|
PID参数D |
0------99 |
|
Ln-04 |
秒 |
加料停止时间 |
1------99 |
|
Lr-02 |
0.1秒 |
加料电机运行时间 |
1------99->0.1~9.9s |
|
oF |
|
温度测量校正 |
-99----+99 |
|
错误显示 |
Er-Td |
|
热电偶断线或损坏 |
|
|
Er-OU |
|
调压模块报警 |
| |
日常维护:
|
|
应定期巡视装置显示参数是否正常,有无告警信号,主电路连接处有无发热松动现象等。 |